加工事例
S50Cの削り出し加工部品




スペック情報
- 材質
S50C(機械構造用炭素鋼)
- 寸法・精度
20mm×40mm×50mm
- 用途・産業
産業機器
加工のポイント
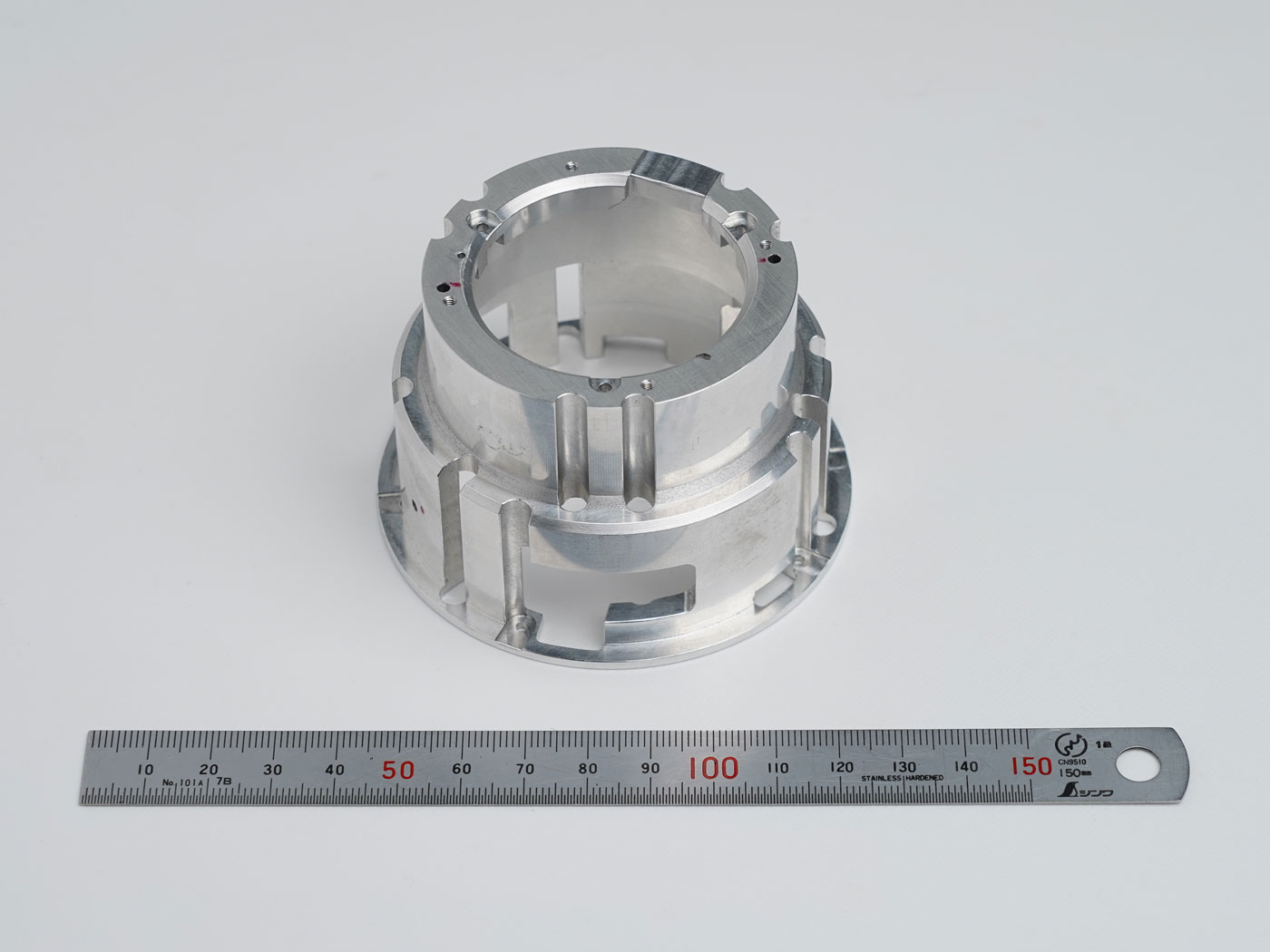
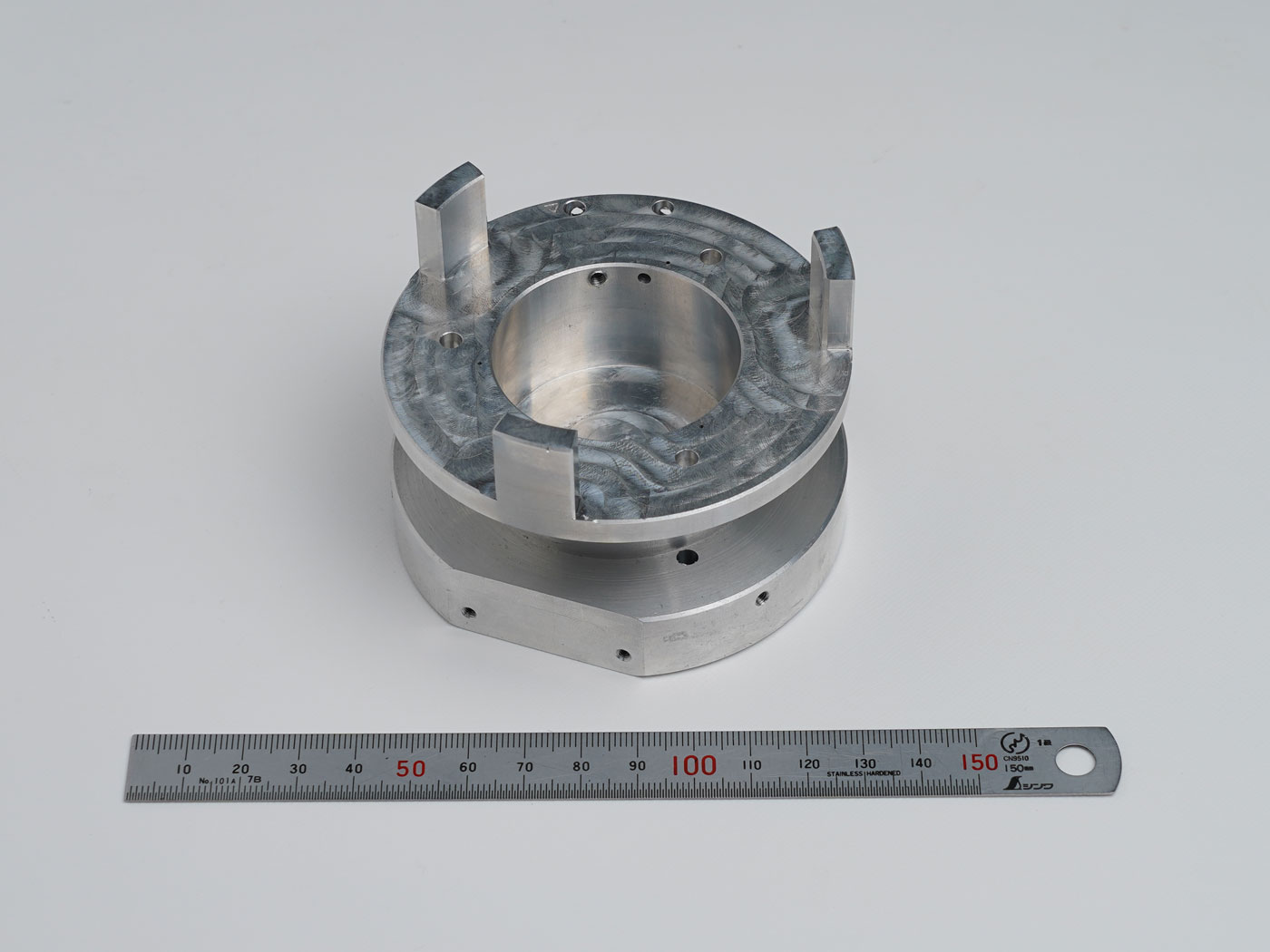
S50Cを削り出しで加工した部品です。
二つの突起の間に別の部品を組み合わせて用いるため、突起間の寸法や各穴あけ個所の間隔など、1/100台の寸法公差で加工しました。
穴にシャフトを差し込むため、寸法誤差や引っ掛かりのないよう配慮しています。
無垢の角物材から3軸加工で削り出しています。
このような複雑形状の部品は通常、5軸加工機や複合加工機を用いる場合がほとんどですが、3軸加工によって加工することでリードタイムの短縮、加工コストの削減を実現しました。